Atsparūs drugelio tipo vožtuvaiyra plačiausiai pramoniniuose vamzdynuose naudojamas drugelio tipo vožtuvas. Juose sandarinimo paviršiui naudojamos elastingos medžiagos, tokios kaip guma, o sandarumo užtikrinimui reikia „medžiagos atsparumo“ ir „struktūrinio suspaudimo“.
Šiame straipsnyje ne tik pristatoma struktūra, panaudojimas ir medžiagos, bet ir jos analizuojamos nuo bendrųjų žinių iki išsamios logikos.
1. Trumpas tampriųjų drugelių vožtuvų aprašymas
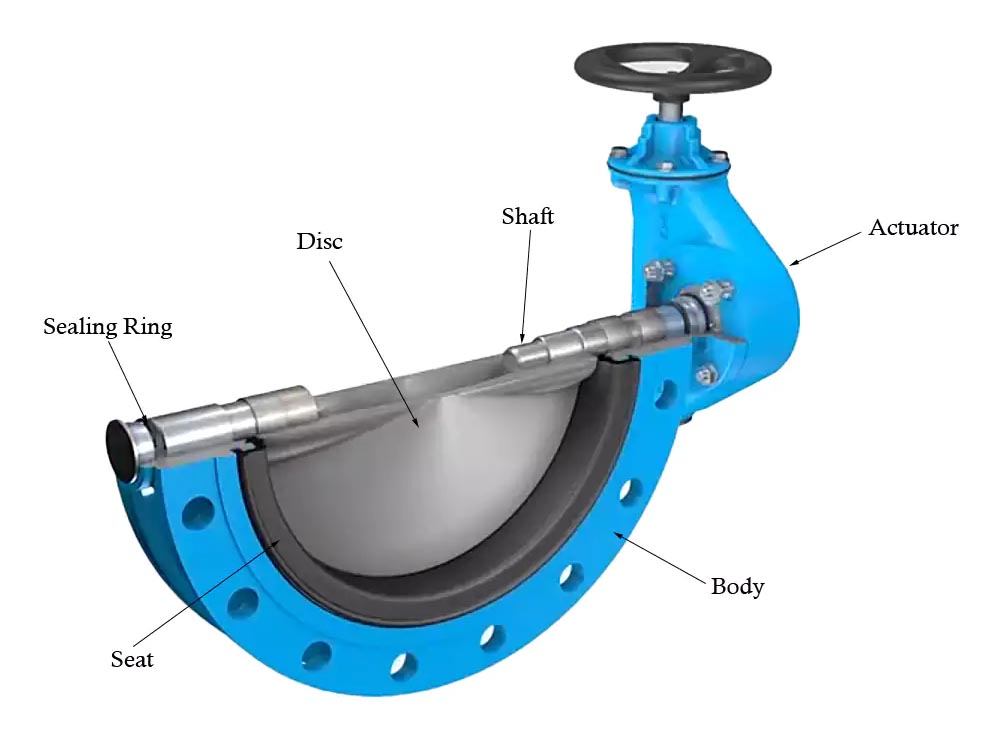
1.1 Pagrindinė struktūra
Vožtuvo korpusas:Paprastai plokštelės tipo, kilpos tipo arba flanšo tipo.
Vožtuvo diskas:Apvali metalinė plokštelė, kuri uždarius suspaudžia guminį sandariklį, kad būtų sukurtas sandarumas.
Vožtuvo lizdas:Pagaminta iš elastingų medžiagų, tokių kaip NBR/EPDM/PTFE/guma pamušalu, veikia kartu su vožtuvo disku.
Vožtuvo kotas:Dažniausiai naudojama vieno arba dviejų velenų konstrukcija.
Pavara:Rankena, sliekinė pavara, elektrinė, pneumatinė ir kt.
1.2 Bendros savybės
Sandarinimo lygis paprastai pasiekia nulinį nuotėkį.
Maža kaina ir platus pritaikymo spektras.
Dažniausiai naudojama žemo ir vidutinio slėgio sistemose, tokiose kaip vandens, oro kondicionavimo, ŠVOK ir lengvosios chemijos pramonėje.
2. Klaidingi įsitikinimai apie atsparius drugelio tipo vožtuvus

2.1 Sandarinimo esmė – gumos atsparumas
Daugelis žmonių mano: „Atsparios sėdynės sandarumui priklauso nuo gumos atsparumo.“
Tikroji sandarinimo esmė yra tokia:
Vožtuvo korpusas + vožtuvo koto centro atstumas + vožtuvo disko storis + vožtuvo lizdo įtvirtinimo būdas
Kartu sukurkite „kontroliuojamą suspaudimo zoną“.
Paprastai tariant:
Guma negali būti per laisva ar per ankšta; ji remiasi „sandarinimo suspaudimo zona“, kurią kontroliuoja apdirbimo tikslumas.
Kodėl tai labai svarbu?
Nepakankamas suspaudimas: uždarytas vožtuvas praleidžia vandenį.
Per didelis suspaudimas: itin didelis sukimo momentas, priešlaikinis gumos senėjimas.
2.2 Ar aptakesnė disko forma yra efektyvesnė energijos vartojimo požiūriu?
Įprastas požiūris: supaprastintos vožtuvų plokštės gali sumažinti slėgio nuostolius.
Tai tiesa pagal „skysčių mechanikos“ teoriją, tačiau tai nėra visiškai taikoma faktiniam elastingų drugelių vožtuvų pritaikymui.
Priežastis:
Pagrindinis drugelio tipo vožtuvų slėgio nuostolių šaltinis yra ne vožtuvo disko forma, o „mikrokanalo tunelio efektas“, kurį sukelia vožtuvo lizdo gumos susitraukimas. Per plonas vožtuvo diskas gali neužtikrinti pakankamo kontaktinio slėgio, todėl sandarinimo linijos gali nutrūkti ir atsirasti nuotėkis.
Aptakus vožtuvo diskas gali sukelti aštrius įtempimo taškus ant gumos, taip sutrumpindamas jos tarnavimo laiką.
Todėl minkšto sandarinimo drugelių vožtuvų konstrukcijoje pirmenybė teikiama „sandarinimo linijos stabilumui“, o ne aptakumui.
2.3 Minkšto sandarinimo drugelio vožtuvai turi tik centrinės linijos struktūrą
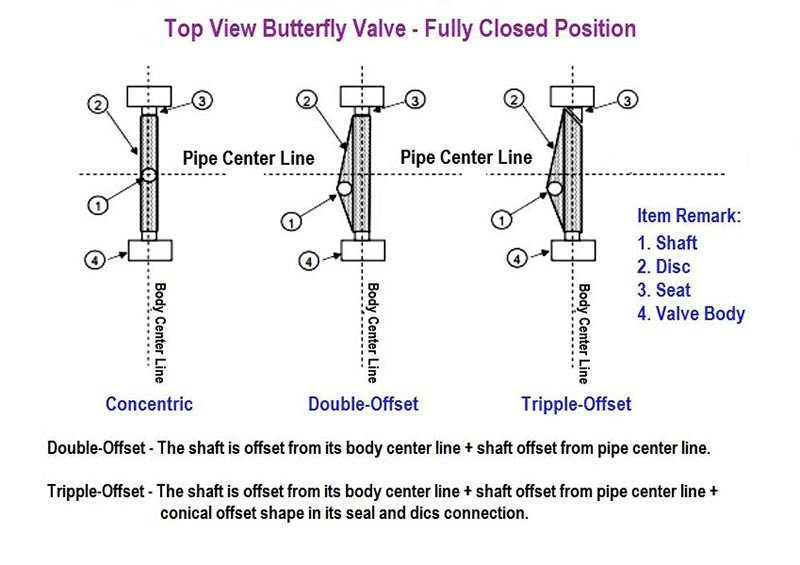
Internete dažnai teigiama, kad ekscentriniams drugelio tipo vožtuvams turėtų būti naudojami metaliniai kieti sandarikliai.
Tačiau reali inžinerijos patirtis rodo, kad:
Dvigubas ekscentricitetas žymiai pailgina atsparių drugelių vožtuvų tarnavimo laiką.
Priežastis:
Dvigubas ekscentricitetas: vožtuvo diskas liečiasi su guma tik per paskutinius 2–3° uždarymo, todėl trintis žymiai sumažėja.
Mažesnis sukimo momentas, todėl pavaros pasirinkimas yra ekonomiškesnis.
2.4 Svarbiausias guminės sėdynės aspektas yra „medžiagos pavadinimas“*
Dauguma vartotojų dėmesį skiria tik:
EPDM
NBR
Vitonas (FKM)
Tačiau iš tikrųjų gyvenimo trukmei įtakos turi šie dalykai:
2.4.1 Šoro kietumas:

Pavyzdžiui, EPDM kietumas pagal Šorą A nėra principas „kuo minkštesnė, tuo geriau“. Paprastai 65–75 yra optimalus balanso taškas, užtikrinantis nulinį nuotėkį esant žemam slėgiui (PN10–16).
Per minkšta: mažas sukimo momentas, bet lengvai plyšta. Esant dideliems slėgiams (>2 MPa) arba turbulentinėje aplinkoje, minkšta guma pernelyg suspaudžiama, todėl atsiranda ekstruzijos deformacija. Be to, aukšta temperatūra (>80 °C) dar labiau suminkština gumą.
Per kietas: Sunku užsandarinti, ypač žemo slėgio sistemose (<1 MPa), kur gumos negalima pakankamai suspausti, kad susidarytų hermetiška sąsaja, todėl atsiranda mikronutekėjimas.
2.4.2 Vulkanizavimo temperatūra ir kietėjimo laikas
Vulkanizavimo temperatūra ir kietėjimo laikas kontroliuoja gumos molekulinių grandinių susijungimą, tiesiogiai paveikdami tinklo struktūros stabilumą ir ilgalaikį veikimą. Įprastas diapazonas yra 140–160 °C, 30–60 minučių. Per aukšta arba per žema temperatūra lemia netolygų kietėjimą ir pagreitintą senėjimą. Mūsų įmonė paprastai naudoja daugiapakopį vulkanizavimą (išankstinis kietėjimas 140 °C temperatūroje, po to pakartotinis kietėjimas 150 °C temperatūroje). 2.4.3 Gniuždymo deformacija
Gniuždymo deformacija reiškia gumos likutinės deformacijos dalį, kurią ji patiria esant nuolatiniam įtempimui (paprastai 25–50 % suspaudimas, išbandytas 70 °C temperatūroje per 22 val., ASTM D395) ir kurios ji negali visiškai atsigauti. Ideali gniuždymo deformacijos vertė yra <20 %. Ši vertė yra ilgalaikio vožtuvo sandarumo „kliūtis“; ilgalaikis aukštas slėgis sukelia nuolatinius tarpus, dėl kurių susidaro nuotėkio vietos.
2.4.4 Tempimo stipris
A. Tempiamasis stipris (paprastai >10 MPa, ASTM D412) yra didžiausias įtempis, kurį guma gali atlaikyti prieš įtrūkdama tempiant, ir yra labai svarbus vožtuvo lizdo atsparumui dilimui ir plyšimui. Gumos kiekis ir juodosios anglies santykis lemia vožtuvo lizdo tempiamąjį stiprumą.
Drugeliniuose vožtuvuose jis atsparus vožtuvo disko krašto keliamam įpjovimui ir skysčio smūgiui.
2.4.5 Didžiausias paslėptas drugelių vožtuvų pavojus yra nuotėkis.
Inžinerinių avarijų atveju didžiausia problema dažnai nėra nuotėkis, o greičiau sukimo momento padidėjimas.
Kas iš tikrųjų lemia sistemos gedimą, yra:
Staigus sukimo momento padidėjimas → sliekinės pavaros pažeidimas → pavaros išsijungimas → vožtuvo užstrigimas
Kodėl sukimo momentas staiga padidėja?
- Vožtuvo lizdo išsiplėtimas dėl aukštos temperatūros
- Gumos (ypač žemos kokybės EPDM) vandens absorbcija ir plėtimasis
- Nuolatinė gumos deformacija dėl ilgalaikio suspaudimo
- Netinkamas tarpo tarp vožtuvo koto ir vožtuvo disko dizainas
- Vožtuvo lizdas po pakeitimo netinkamai įleistas
Todėl „sukimo momento kreivė“ yra labai svarbus rodiklis.
2.4.6 Vožtuvo korpuso apdirbimo tikslumas nėra nesvarbus.

Daugelis žmonių klaidingai mano, kad minkšto sandarinimo drugelio vožtuvų sandarinimas daugiausia priklauso nuo gumos, todėl vožtuvo korpuso apdirbimo tikslumo reikalavimai nėra aukšti.
Tai visiškai neteisinga.
Vožtuvo korpuso tikslumas turi įtakos:
Vožtuvo lizdo griovelio gylis → sandarinimo suspaudimo nuokrypis, lengvai sukeliantis nesutapimą atidarymo ir uždarymo metu.
Nepakankamas griovelio krašto nušlifavimas → įbrėžimas montuojant vožtuvo lizdą
Vožtuvo disko centro atstumo paklaida → per didelis lokalizuotas kontaktas
2.4.7 „Visiškai guma / PTFE pamušalu dengtų drugelių vožtuvų“ šerdis yra vožtuvo diskas.

Visiškai guma arba PTFE pamušalu padengtos konstrukcijos šerdis skirta ne tam, kad „turėtų didesnį plotą, kuris atrodytų atsparus korozijai“, o tam, kad būtų užkirstas kelias terpės patekimui į vožtuvo korpuso viduje esančius mikro kanalus. Daugelis nebrangių drugelių vožtuvų problemų kyla ne dėl prastos gumos kokybės, o dėl:
Vožtuvo lizdo ir korpuso sandūroje esantis „pleišto formos tarpas“ nėra tinkamai išspręstas.
Ilgalaikė skysčių erozija → mikroįtrūkimai → gumos pūslėjimas ir išsipūtimas
Paskutinis žingsnis yra lokalizuotas vožtuvo lizdo gedimas.
3. Kodėl visame pasaulyje naudojami atsparūs drugelio tipo vožtuvai?
Be mažos kainos, yra trys gilesnės priežastys:
3.1. Ypač didelis atsparumas gedimams
Lyginant su metaliniais sandarikliais, guminiai sandarikliai dėl savo puikaus elastingumo pasižymi didele tolerancija montavimo nuokrypiams ir nedidelėms deformacijoms.
Netgi vamzdžių išankstinio gamybos paklaidos, flanšų nuokrypiai ir netolygus varžtų įtempis yra sugeriami gumos elastingumo (žinoma, tai yra ribota ir nepageidautina, ir ilgainiui tai gali pakenkti vamzdynui ir vožtuvui).
3.2. Geriausias prisitaikymas prie sistemos slėgio svyravimų
Guminiai sandarikliai nėra tokie „trapūs“ kaip metaliniai sandarikliai; jie automatiškai kompensuoja sandarinimo liniją slėgio svyravimų metu.
3.3. Mažiausios bendros gyvavimo ciklo sąnaudos
Kietai sandarūs drugelio tipo vožtuvai yra patvaresni, tačiau jų kaina ir pavaros sąnaudos yra didesnės.
Palyginimui, bendros investicijos ir elastingų drugelių vožtuvų priežiūros išlaidos yra ekonomiškesnės.
4. Išvada
VertėAtsparūs drugelio vožtuvainėra tik „minkštas sandarinimas“
Minkštai sandarinami drugelio tipo vožtuvai gali atrodyti paprasti, tačiau išties puikūs produktai paremti griežta inžinerine logika, įskaitant:
Tikslus suspaudimo zonos dizainas
Kontroliuojamas gumos veikimas
Vožtuvo korpuso ir koto geometrinis atitikimas
Vožtuvo lizdo surinkimo procesas
Sukimo momento valdymas
Gyvavimo ciklo bandymai
Tai yra pagrindiniai kokybę lemiantys veiksniai, o ne „medžiagos pavadinimas“ ir „išvaizdos struktūra“.
PASTABA:* DUOMENYS nurodo šią svetainę:https://zfavalves.com/blog/key-factors-that-determine-the-quality-of-soft-seal-butterfly-valves/
Įrašo laikas: 2025 m. gruodžio 9 d.